聚研精机 | 铰珩机,最适合液压内孔精加工的设
来源:未知 / 作者:admin / 发布日期:2021-11-30 15:50

图片
铰珩工艺是将珩磨和铰孔加工方法结合起来,所以叫铰珩。是现在国际上液压配件加工中比较主流的工艺,特别是在全自动连续作业的生产上,具有铰刀和传统油石珩磨所无法胜任的连续高效性和精准性。
铰珩加工内孔时所使用的工具被称为铰珩刀。是在传统珩磨工艺基础上发展起来的一种高效率低成本高精度的复合工具,特别试用于侧孔较多,内孔形状较复杂的配件量产化。
铰珩加工的技术发展已有20多年,在国内还是比较少听到,事实上在发达国家的液压关键性配件生产上(量产),可以取得让人满意的精度和效率。
铰珩刀在工业刀具上的划分一般处在珩磨棒范畴内,因为其加工的主要意义在于高精度的5个圆度、表面粗糙度,同时又比传统油石珩磨具有几倍的高效。
在国内,珩铰刀也叫铰珩刀、研磨棒、金刚石铰刀,欧美国家一般统称为honing tool(珩磨工具),另外日本称之为ダイヤモンドリーマ(金刚石珩磨棒)。
※聚研精机珩磨棒全部为单冲程高精度铰珩刀※全部为非标设计※常规使用尺寸有φ8、φ10、φ12、φ13、φ16、φ18、φ19※设计范围从φ2.5至φ150※加工工件内孔的深度上限一般为直径的10倍,根据实际情况有过φ12深度350mm的实绩。
传统珩磨工艺

图片
精密加工阀体、阀套内孔时,国内厂商的主流原来也是采用传统珩磨工艺。
其加工原理为珩磨条随主轴作连续旋转运动和往复运动的同时,珩磨油石向被加工孔的内壁表面施加一定的进给压力和进给运动的表面接触加工的珩磨方式。在加工过程中需要对加工尺寸进行在线测量或伺服控制,然后执行微调或补偿,直到加工到设定尺寸为止。

图片
铰珩工艺

图片
用一组不同直径的金刚石铰刀依尺寸大小顺序,每个直径的金刚石铰刀只做一次往复的切削运动,去除预先设置的加工余量,逐渐扩大被加工零件孔径,多个金刚石铰刀全部加工完成后,达到最终零件要求的尺寸和形状精度。
不需要微调和补偿压力,在实际加工中只需要把周速调整好即可。
4个主要特点:
1 节省工具费用,通过可调节的机制,可以延长工具寿命达400%
2 充分考虑到加工厂家的实际情况,竹泽珩磨棒出厂时已经完成表面调整。
3 加工精度完成度高。
4 不需要另外购买加工机械。只要拥有老旧珩磨机、钻床、加工中心,仅仅搭配铰珩刀和万向节(或浮动夹具)后,即可达到μm级精度和圆度效果,并且效率上比手工珩磨要翻几个跟头。
聚研珩磨工具

图片

图片

图片

图片
加工时长对比
工件:φ16、L=140液压阀体,侧孔7
传统多次往复珩磨加工:在加工过程中需要对加工尺寸进行在线测量或伺服控制,需要做多次微调和补偿压力。
加工时长约为140秒/件
注:加工机为卧式珩磨床。
聚研精机铰珩刀加工:考虑到侧孔便于排出切屑,故使用单冲程珩磨棒3根,且不需要关心压力,只需要调整转速即可。尺寸分别为固定式φ16(解决圆柱度)、可调式φ16.012(从调整圆度向抛光过渡)、可调式φ16.014(抛光)
加工时长约为45秒/件
注:加工机为加工中心;珩磨专用机效果类似。
手工珩磨加工:工人的不稳定因素太多,不适用于当下的品质竞争市场和将来的制造业模块化趋势。

图片

图片
铰珩加工内孔的实际使用感受
鉴于液压阀功能需要和结构特点,要求阀芯阀套副的运转灵活无卡滞现象,配合间隙0.006~0.010mm为宜。
采用往复多次珩磨工艺的阀套内孔,直径尺寸离散、圆柱度精度相对较低,需分组选配。
采用人工珩磨内孔时,受人为因素过多,管理人员无法持续管理品质,往往导致NG品忽多忽少,最终导致品牌信誉一落千丈。

图片
与传统珩磨工艺相比,铰珩珩磨棒已事先设定到工件所要求的最终加工尺寸,铰珩用的金刚石铰刀采用金钢石或CBN制作,切削过程只需2~4根金刚石铰刀各自往复1次行程完成,无需刀具进给,有极长的使用寿命,保证了完全自动化加工的可靠稳定。加工后的内孔尺寸一致性好,能获得极好的几何精度,真正实现了产品的完全互换,特别适用于大批量生产加工,单件生产时长短,效率高,成本低。
聚研精机满足您各种精密零件内孔的精加工、超精加工。
1
六轴八工位立式程控铰珩机JYJH50-6-8A

图片
2
六轴八工位立式程控铰珩机JYJH50-6-8B

图片
3
八轴十工位立式程控铰珩机JYJH50-8-10

图片
4
八轴十二工位立式程控铰珩机JYJH50-10-12

图片
5
十二轴十四工位立式程控铰珩机JYJH50-12-14

图片
更多机型详见:www.jeoyar.cn
了解更多请咨询:023-6030 8386
聚研精机提供珩磨机、立式珩磨机、数控珩磨机、珩磨杆、铰珩机、珩铰机、金刚石工具、烧结金刚石工具、电镀金刚石工具等。
全球据点
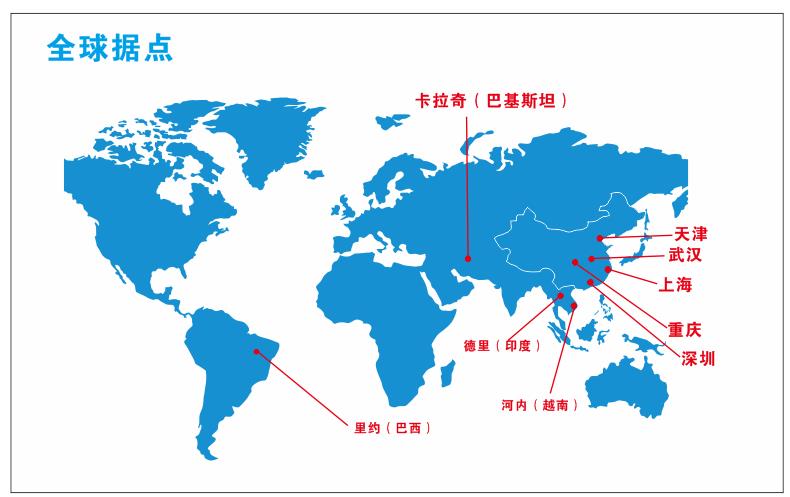
重庆总部
研发中心:重庆市科学技术研究院
制造基地:邻水城南工业园二区渝邻大道100号
联系电话:023-60308386
+86-17723160057
版权所有: 聚研精机(重庆)智能装备有限公司 备案号:渝ICP备18014448号  渝公网安备 50019002501604号
渝公网安备 50019002501604号
关键字:珩磨机|立式珩磨机|数控珩磨机|铰珩机|珩铰机|单冲程珩磨机|珩磨头|珩磨杆|珩磨工装|珩磨工具|珩磨自动化
